


聯(lián)系我們
 13317556358
13317556358
湖北板框式壓濾機常見故障與提高的效率方法
來源:www.zglcrm.cn 發(fā)布時間:2021年01月09日
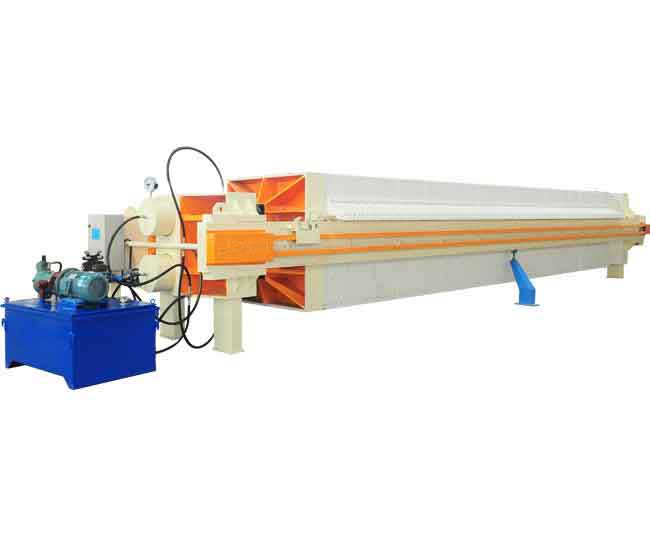
板框壓濾機是用來實現(xiàn)固液分離的工業(yè)用設(shè)備,使用范圍廣,在使用時也會產(chǎn)生很多故障,常見的故障有板框壓濾機濾板行動遲緩,板框間滲水情況和使用時形不成污泥餅等故障。提高板框壓濾機效率是我們所關(guān)注的事情,壓濾機價格要了解入料粒度的合理性、入料的濃度、入料壓力的合理,湖北壓濾機價格以及操作過程中的檢查和日常維護,下面給大家介紹湖北鑄鐵壓濾機的相關(guān)內(nèi)容。
一、板框式壓濾機常見故障
1、板框壓濾機濾板行動遲緩:板框壓濾機濾板如果在泥餅卸載濾室張開、閉合過程中走動遲緩,要檢查導(dǎo)向桿上是否有油漬、污漬。如果污漬過多,應(yīng)及時清理,并涂上黃油,保證其潤滑性。不要涂抹稀油,這樣會掉落地上,對壓濾機操作人員、檢修人員的造成人身安全威脅。
2、板框間滲水,板框間滲水有可能是三方面的原因:液壓低、濾布褶皺或濾布上有孔、密封表面有塊狀物。這時逐一檢查,增加液壓、更換濾布、清除密封表面的塊狀物即可解決問題。
3、板框壓濾機處理后形不成污泥餅,或泥餅不均勻。造成濾餅不成形、不均勻的原因有可能是污泥入料量少,或壓濾機濾板堵塞、濾板變形等。對于采用聚丙烯材質(zhì)濾板的傳統(tǒng)板框壓濾機,濾板使用時間長就容易出現(xiàn)這種問題。
對于這種問題的解決方法,可增加污泥入料、清理或更換濾布、清理排水孔、增加污泥入料泵壓力、低壓啟動,不斷增壓。高壓污泥壓濾機,因為濾板采用高強度合金鋼,壓榨力高達10MPa,一般不會出現(xiàn)脫水后泥餅不成形、或泥餅不均勻的情況。
二、提高板框壓濾機工作效率的辦法
 1、入料粒度的合理
1、入料粒度的合理
部分洗砂廠或選煤廠采用離心機或其他設(shè)備配合壓濾機聯(lián)合作業(yè),實現(xiàn)物料回收和篩洗的閉路過程。當(dāng)出現(xiàn)篩洗系統(tǒng)跑粗時,可以將部分濃縮機底流合理分流進離心機,回收粗物料,將離心機離心液返回壓濾機入料,這樣既能改善壓濾機入料的粒度組成,又可以改善壓濾機工作狀況。
2、入料濃度的合理
理論上,壓濾機入料濃度濃度越高,壓濾周期越短,可保持較大的處理量。這樣可以實現(xiàn)理想的濾餅水分以及濾液中較低的固體含量。
過高的底流濃度會造成濃縮機的正常和安全運行帶來隱患。所以,隆鼎環(huán)保科技這里建議:壓濾機入料濃度應(yīng)保持在400600g/L,這樣,既可以保證壓濾機要求的入料濃度,又可以保證濃縮機(高 效深錐濃縮機)的正常運轉(zhuǎn)。
3、入料壓力的合理
壓濾機主要推動力是壓濾過程中的入料壓力,入料壓力越大,壓濾速度就越快。過高的入料壓力容易造成設(shè)備的磨損,所以,板框式壓濾機入料階段以及壓濾初期要保持低壓大流量。
入料階段壓力應(yīng)控制在0.11-0.12MPa,否則會造成壓濾機跑料,給后續(xù)的壓濾、成餅以及卸餅帶來不利的影響。運行一定時間后,壓濾階段的可以將壓力值控制在0.149-0.159MPa為宜,但是不能大于0.18MPa,以免壓力過大對壓濾機濾板、機架等造成損壞以及對入料泵無謂的磨損。
4、操作過程中的檢查和日常維護
板框壓濾機濾布附近濾板的壓接部分應(yīng)平整,如果出現(xiàn)褶皺,會導(dǎo)致濾板被濾布或泥漿泄漏損壞。為了防止濾布損壞形成泥漿泄漏,應(yīng)該在安裝設(shè)備時注意濾布和濾板之間沒有異物或大的泥顆粒。
一、板框式壓濾機常見故障
1、板框壓濾機濾板行動遲緩:板框壓濾機濾板如果在泥餅卸載濾室張開、閉合過程中走動遲緩,要檢查導(dǎo)向桿上是否有油漬、污漬。如果污漬過多,應(yīng)及時清理,并涂上黃油,保證其潤滑性。不要涂抹稀油,這樣會掉落地上,對壓濾機操作人員、檢修人員的造成人身安全威脅。
2、板框間滲水,板框間滲水有可能是三方面的原因:液壓低、濾布褶皺或濾布上有孔、密封表面有塊狀物。這時逐一檢查,增加液壓、更換濾布、清除密封表面的塊狀物即可解決問題。
3、板框壓濾機處理后形不成污泥餅,或泥餅不均勻。造成濾餅不成形、不均勻的原因有可能是污泥入料量少,或壓濾機濾板堵塞、濾板變形等。對于采用聚丙烯材質(zhì)濾板的傳統(tǒng)板框壓濾機,濾板使用時間長就容易出現(xiàn)這種問題。
對于這種問題的解決方法,可增加污泥入料、清理或更換濾布、清理排水孔、增加污泥入料泵壓力、低壓啟動,不斷增壓。高壓污泥壓濾機,因為濾板采用高強度合金鋼,壓榨力高達10MPa,一般不會出現(xiàn)脫水后泥餅不成形、或泥餅不均勻的情況。
二、提高板框壓濾機工作效率的辦法
部分洗砂廠或選煤廠采用離心機或其他設(shè)備配合壓濾機聯(lián)合作業(yè),實現(xiàn)物料回收和篩洗的閉路過程。當(dāng)出現(xiàn)篩洗系統(tǒng)跑粗時,可以將部分濃縮機底流合理分流進離心機,回收粗物料,將離心機離心液返回壓濾機入料,這樣既能改善壓濾機入料的粒度組成,又可以改善壓濾機工作狀況。
2、入料濃度的合理
理論上,壓濾機入料濃度濃度越高,壓濾周期越短,可保持較大的處理量。這樣可以實現(xiàn)理想的濾餅水分以及濾液中較低的固體含量。
過高的底流濃度會造成濃縮機的正常和安全運行帶來隱患。所以,隆鼎環(huán)保科技這里建議:壓濾機入料濃度應(yīng)保持在400600g/L,這樣,既可以保證壓濾機要求的入料濃度,又可以保證濃縮機(高 效深錐濃縮機)的正常運轉(zhuǎn)。
3、入料壓力的合理
壓濾機主要推動力是壓濾過程中的入料壓力,入料壓力越大,壓濾速度就越快。過高的入料壓力容易造成設(shè)備的磨損,所以,板框式壓濾機入料階段以及壓濾初期要保持低壓大流量。
入料階段壓力應(yīng)控制在0.11-0.12MPa,否則會造成壓濾機跑料,給后續(xù)的壓濾、成餅以及卸餅帶來不利的影響。運行一定時間后,壓濾階段的可以將壓力值控制在0.149-0.159MPa為宜,但是不能大于0.18MPa,以免壓力過大對壓濾機濾板、機架等造成損壞以及對入料泵無謂的磨損。
4、操作過程中的檢查和日常維護
板框壓濾機濾布附近濾板的壓接部分應(yīng)平整,如果出現(xiàn)褶皺,會導(dǎo)致濾板被濾布或泥漿泄漏損壞。為了防止濾布損壞形成泥漿泄漏,應(yīng)該在安裝設(shè)備時注意濾布和濾板之間沒有異物或大的泥顆粒。
上一條:
襄陽帶式壓濾機的作用及工作流程
下一條:
湖北帶式壓濾機運行原理
相關(guān)產(chǎn)品



相關(guān)文章
- 態(tài)科工業(yè)帶你了解板框壓濾機固液分離2020年12月16日
- 態(tài)科工業(yè)和你講述湖北板框壓濾機的日常維護2020年12月23日
- 和大家科普一下湖北板框壓濾機對高濃度濾液的處理_態(tài)科工業(yè)2020年12月23日
- 為你介紹廂式壓濾機出現(xiàn)過熱現(xiàn)象問題_湖北態(tài)科工業(yè)2020年12月29日
- 湖北帶式壓濾機運行原理2021年01月09日